Часто клиенты спрашивают, почему диски называются коваными, ведь молотом и наковальней мы их не куём, верно? Решили написать развернутую статью на эту тему, уверены что она многим будет интересна.
В чем отличие литых дисков от кованых? Литые производятся методом заливания расплавленного металла в предварительно изготовленные формы, затем следует их обработка и тд. Тонкостей в этом деле много, мы посвятим этому отдельную запись блоге.
Кованые начинаются с отливания огромных длинных цилиндров из самого прочного сплава алюминия с легирующими добавками магния и кремния, 6061-Т6. Из него изготавливаются детали для авиакосмической отрасли. Кстати, Т6 - маркировка термической обработки. Она означает, что данный сплав находится в состоянии после закалки и искусственного старения.
Потом эти алюминиевые "столбы" нарезаются на короткие болванки и отправляются под пресс. Металл сильно деформируется и превращается в "блины". Для дальнейшего превращения в изделие, хотя бы отдаленно напоминающее колесный диск, их перемещают к секторному штампу.

«Блинчики» разогреваются до 430С и с помощью предварительного штампа (который разогрет до 350С) превращают в форму «кастрюли», которые следом отправляют на конвейер и транспортируют к прессу с финальным штампом.Он продавливает алюминиевые болванки в заранее подготовленную форму и придает им вид, в котором мы привыкли их видеть. Этот процесс называется горячая штамповка.

Многие думают, что в этих этапах и есть главная разница ковки и литья, но впереди нас ждет одна из важнейших стадий — термообработка. Несколько часов заготовки равномерно прогревают до температуры 515С и сразу остужают, погружая в холодную воду. Но этого не достаточно для обретения необходимых механических и физических свойств. После закалки их нужно состарить — подождать, пока выровняется структура, убрать внутренние механические напряжения. В обычных условиях на это может уйти не один месяц, но для ускорения процесса это делается быстрее в заводских условиях. Их выдерживают в печи 12-14 часов при температуре примерно 150С, после чего медленно охлаждают.
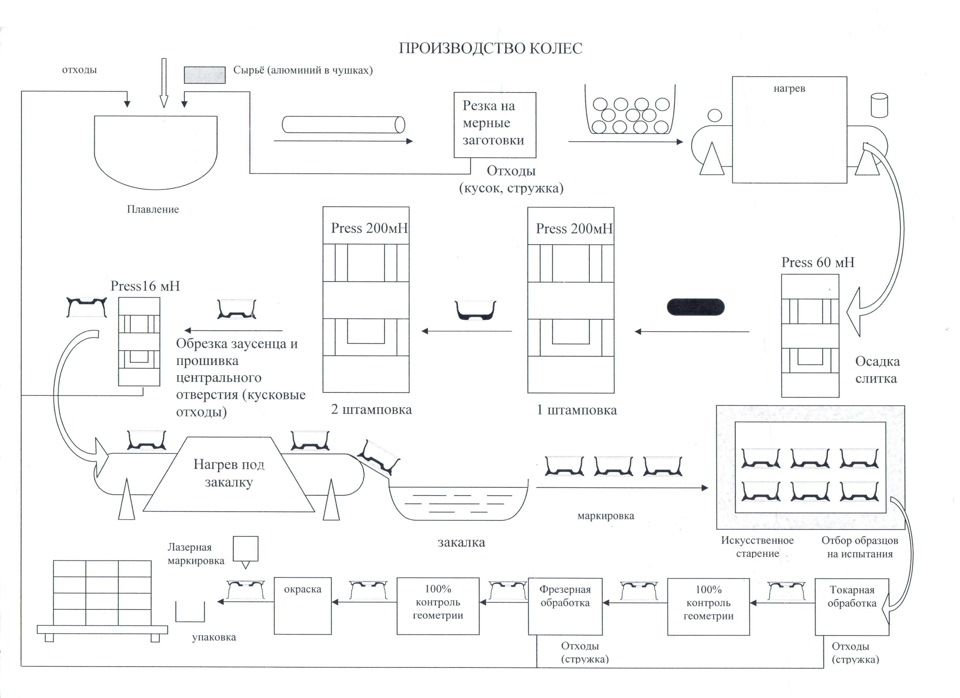
Предлагаем посмотреть на эту подробную схему. Уверен, многое станет понятно.
Затем подвергают токарной обработке, во время которой удаляется лишний припуск металла и формируется идеально ровная поверхность, полностью готовая к работе.
Такие заготовки затем поступают на предприятия. Производство кованых дисков из готовых “бланков” в России налажено на нескольких предприятиях. Очень много больших фабрик расположено в Китае, Тайване, Японии, США и Европе.
Наша компания сотрудничает со многими крупными производственными площадками. Мы стараемся поддерживать большой ассортимент продукции в наличии на складе, но и конечно же занимаемся изготовлением по индивидуальным заказам.